
红外激光在许多工业运用领域表现杰出,但在有色金属特别是铜及铜合金材料的加工方面并不适用。主要原因是,有色金属对1000nm波长范围内的红外激光吸收率很低。相比之下,有色金属对波长455nm左右的蓝光吸收率很高。
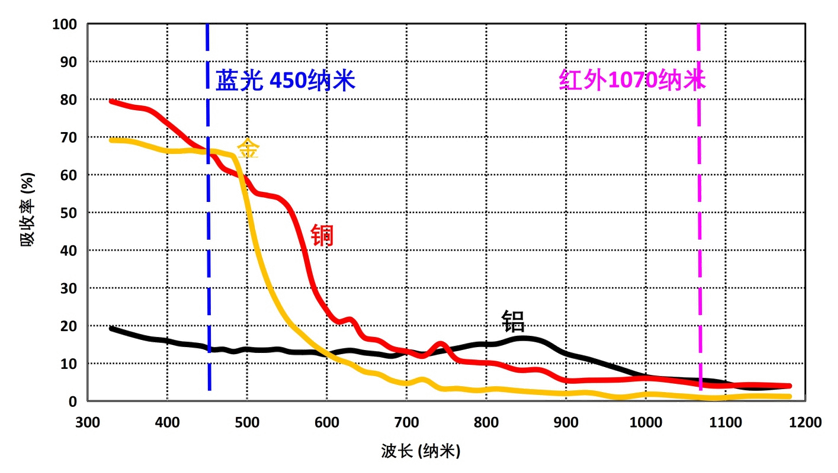
金、铜、铝对不同波长激光的吸收率曲线
蓝光激光在铜的焊接上,加工效率相较传统红外激光提升近15倍,同时,蓝光激光焊接可获得更大的工艺范围,无飞溅和无孔隙的高质量焊缝,以及更高的机械强度和更低的电阻率,大大提高了成品率,并缩短了生产停机时间。蓝光激光的优势还体现在可以轻松实现铜与钢、不锈钢、无磁钢等黑色金属的异种金属焊接以及铜材表面熔覆传统黑色金属合金,钢材表面熔覆铜及铜合金材料,这是红外激光无法做到的。对于金、银、铝和其他高反射金属,与红外激光焊接相比,蓝光激光焊接速度更快,质量更高。
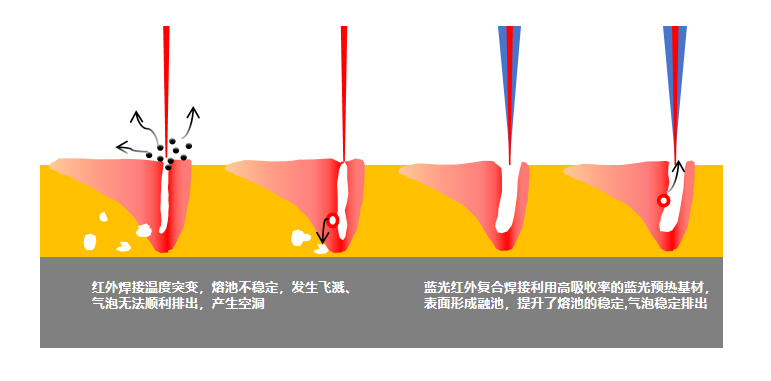
我们的蓝光-红外复合激光焊接方案在红外光斑外部叠加蓝光光斑,改进焊接温度场。利用低亮度,高吸收的蓝光加热基材,在其表面形成融池。提升熔池的稳定性,基本消除焊接过程的飞溅、空洞,焊缝外观光滑平整。