工艺
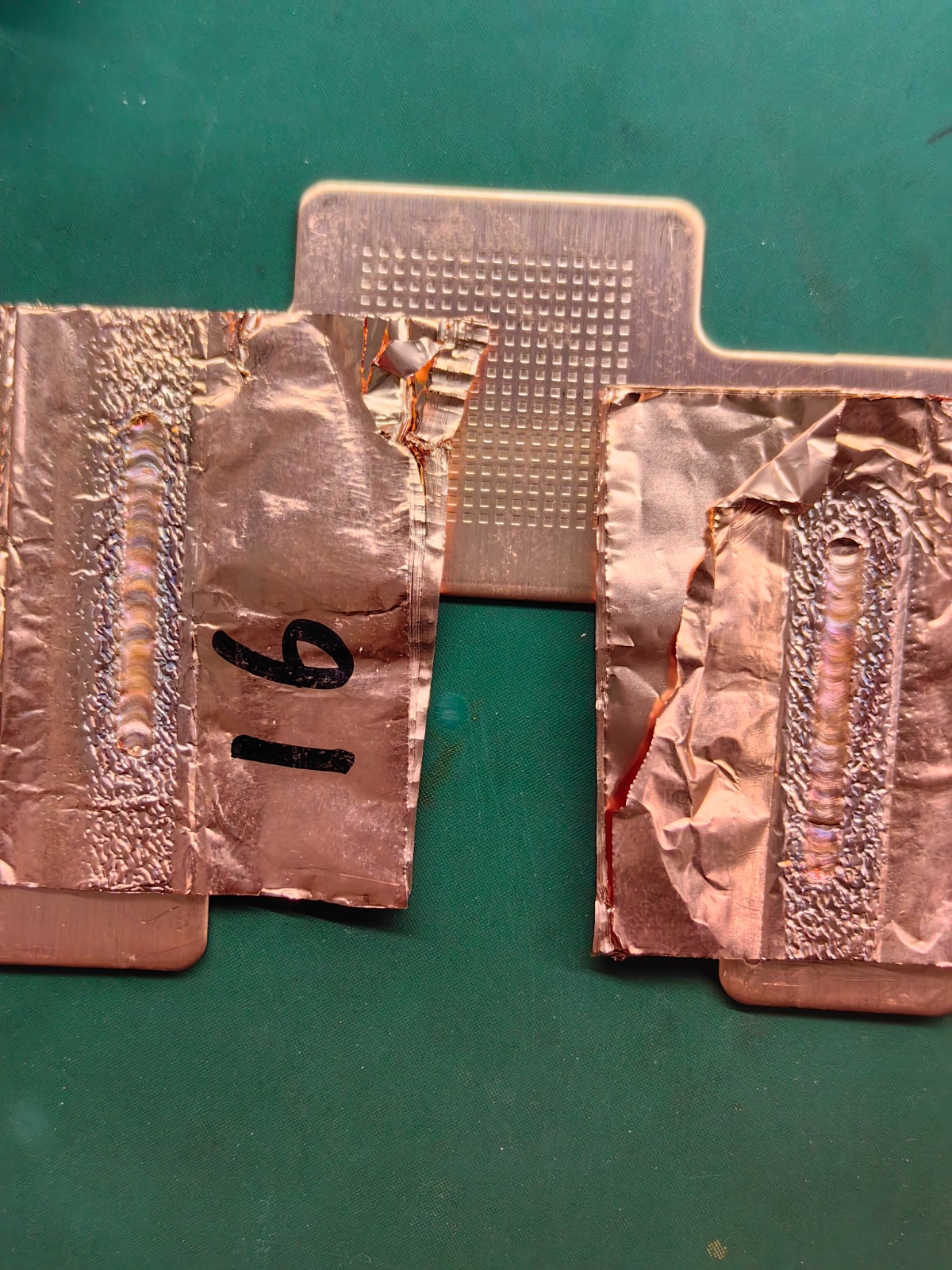
极耳铜/铝多层箔材复合激光焊接
激光焊接原理
激光焊接是利用激光束优异的方向性和高功率密度等特性进行工作,通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
激光焊接类型
热传导焊接,激光光束沿接缝将合作在工件的外表熔化,熔融物汇流到一同并固化,构成焊缝。主要用于相对较薄的材料,材料的最大焊接深度受其导热系数的约束,且焊缝宽度总是大于焊接深度。
深熔焊,当高功率激光聚集到金属外表时,热量来不及散失,焊接深度会急剧加深,此焊接技术即是深熔焊。因为深熔焊技术加工速度极快,热影响区域很小,而且使畸变降至最低,因而此技术可用于需求深度焊接或几层资料一起焊接。热传导焊接和深熔焊的主要区别在于单位时间内施加在金属表面的功率密度,不同金属下临界值不同。
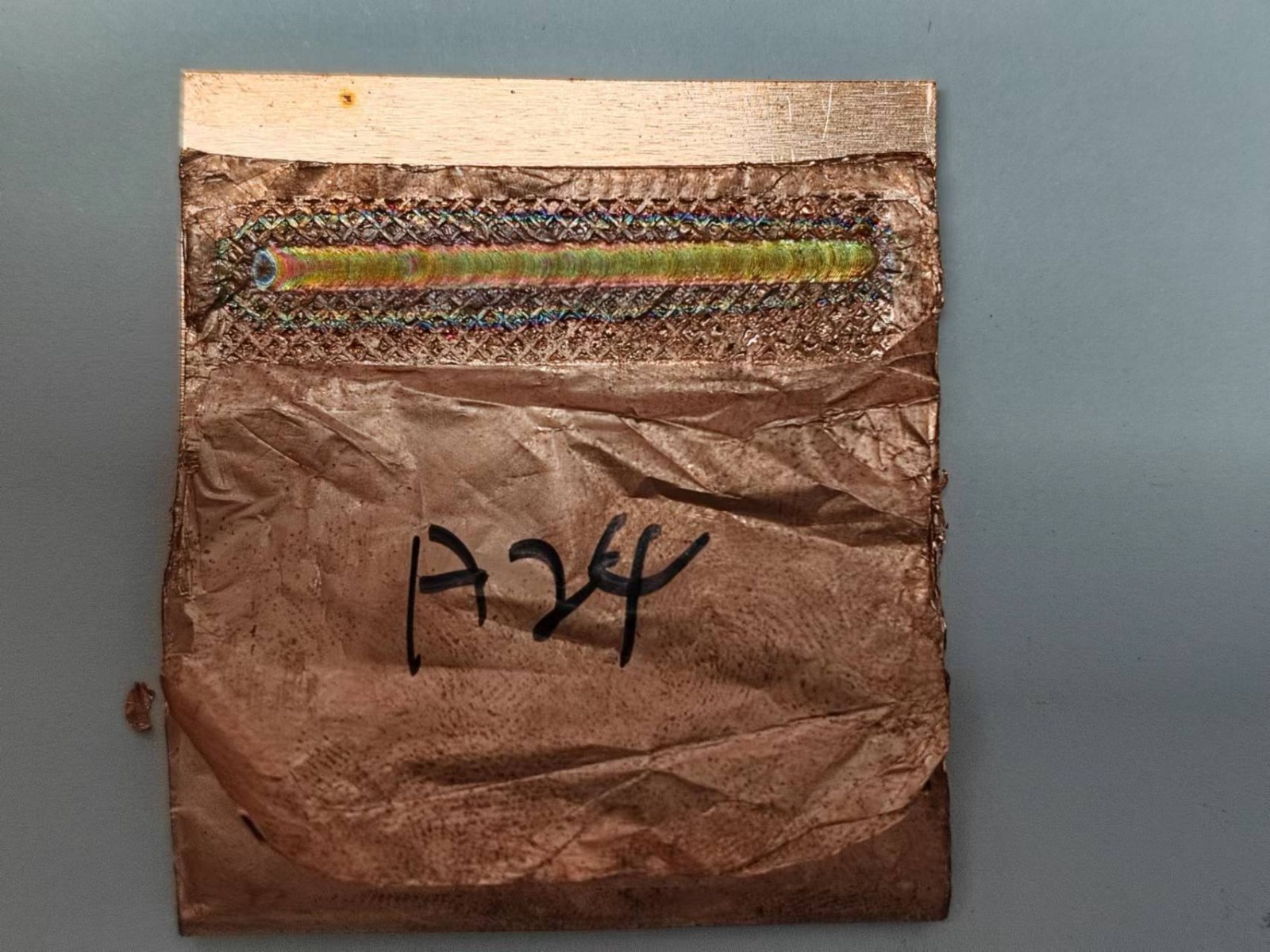
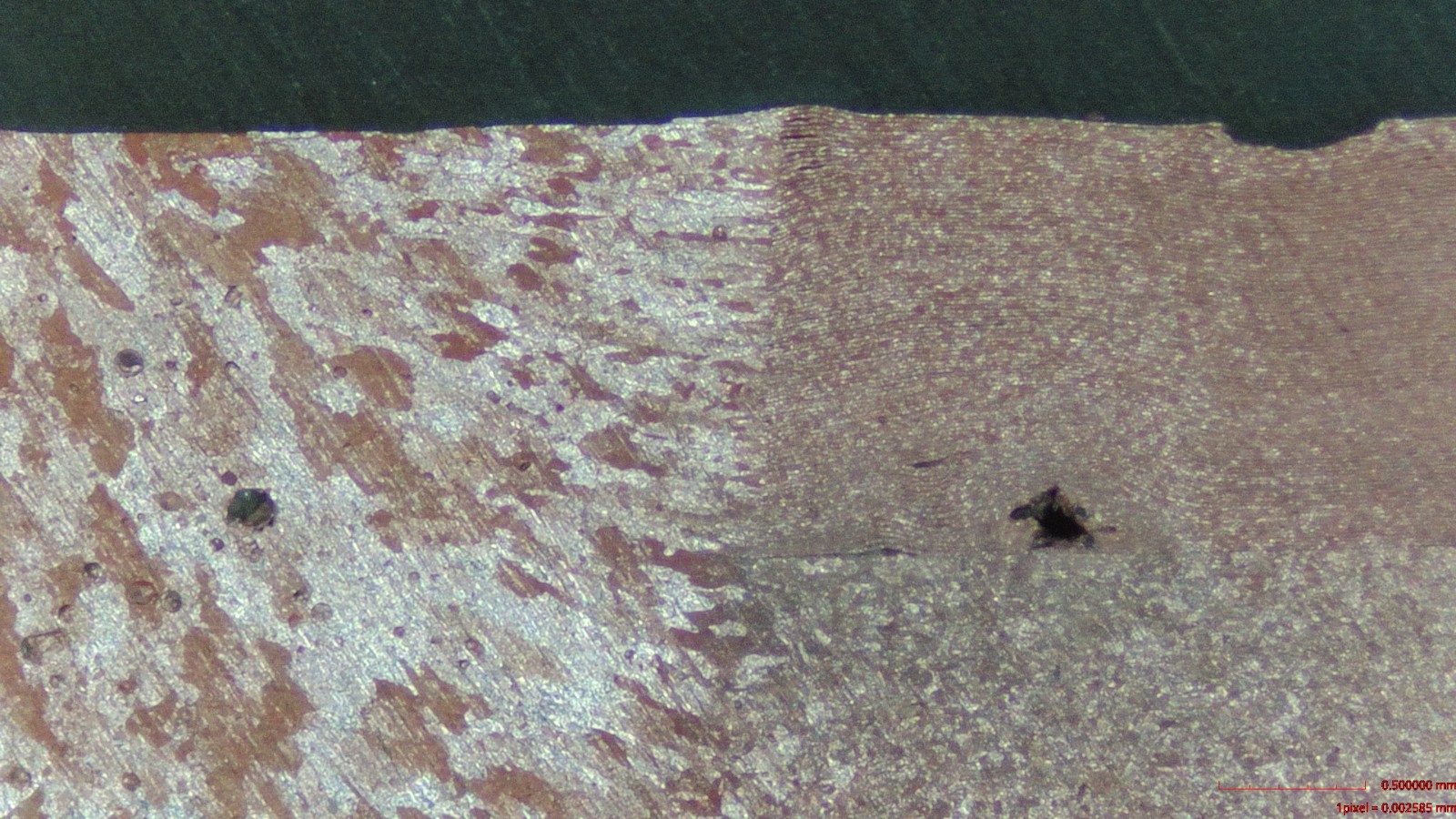
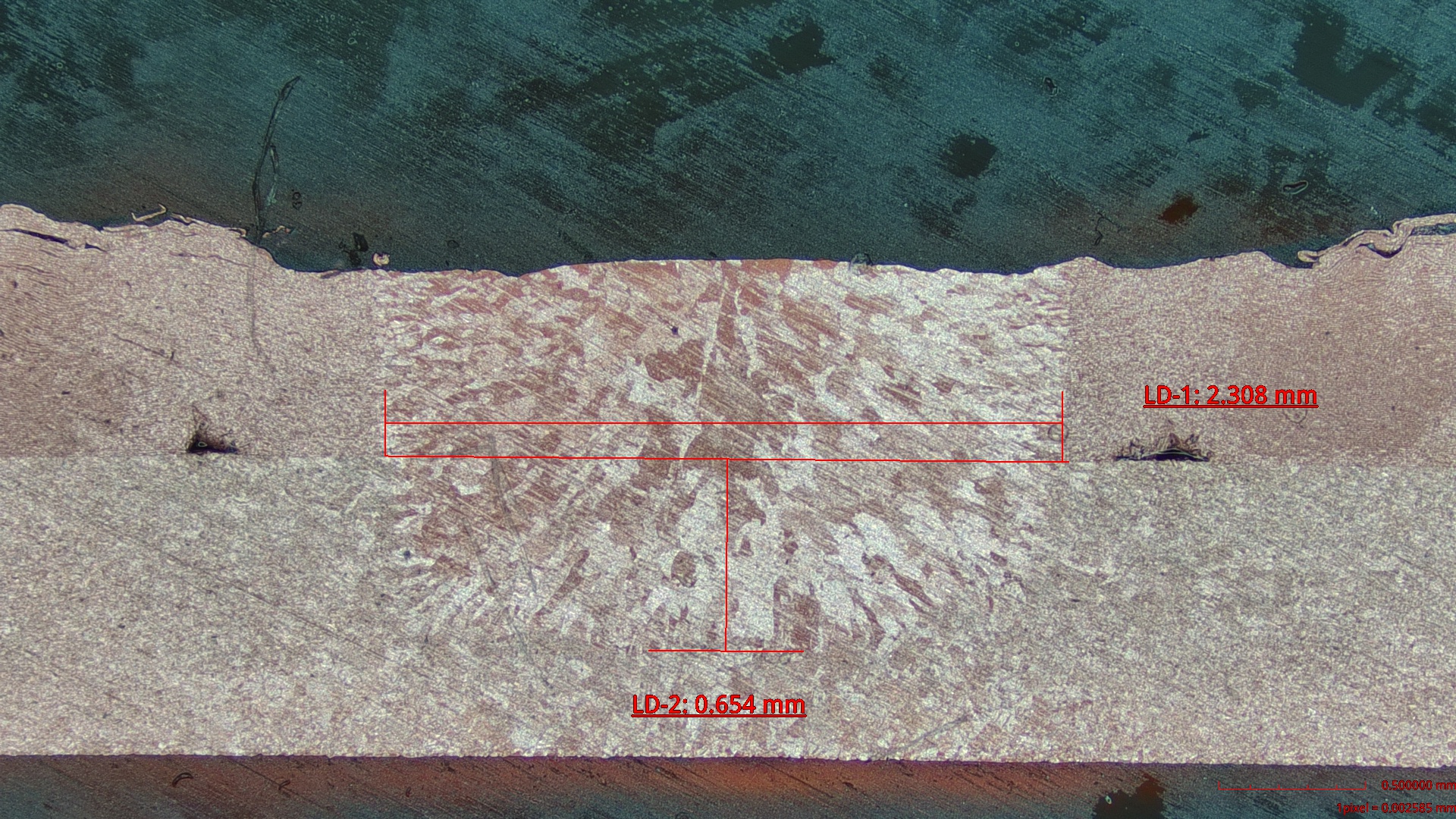
使用蓝红复合激光对铜/铝箔材进行激光焊接时,利用外圈的蓝光对铜快速预热,形成表面熔池,提高其对内圈红外激光的吸收率。大幅降低铜从固态到液态时,红外激光吸收率的突变。从而使得焊接过程更加稳定,无飞溅产生。同时,使焊缝表面光滑平整,焊缝内部无气孔产生。