

焊接技术自工业革命以来,始终是制造业中不可或缺的核心工艺之一。从最初的手工焊接发展到如今的自动化激光焊接,焊接方法的进步推动了汽车、航空航天、电子设备及其他关键领域的快速发展。然而,随着材料科学的进步和产品设计的日益复杂,传统焊接技术开始显露出其局限性,尤其是在处理高反射金属(如铝和铜)时,焊接质量和效率之间的矛盾愈发突出:现有的激光焊接采用的激光通常为红外激光,由于有色金属在固态下对红外激光吸收率很低,在液态下吸收率会阶跃上升,导致在焊接过程中出现焊接不稳定、焊缝存在大量气孔和裂纹等问题,影响整体产品的性能和可靠性。同时,很高的反射性会使激光束在金属表面产生大量回反光,影响焊接设备的稳定性和寿命。
蓝光红外复合光源简介
在这种背景下,蓝光激光技术作为一种新兴的焊接解决方案,展现出了独特的优势:铜、金等有色金属对蓝光激光(波长约为450nm)的吸收率大大高于对红外激光的吸收率(铜对蓝光的吸收率是对红外激光吸收率的12倍、金对蓝光的吸收率更是比红外光高60倍)。更高的吸收率提升了有色金属的可焊性,提高了焊接效率,显著降低了能量损耗。图1为有色金属在不同波长下的吸收率曲线比较。
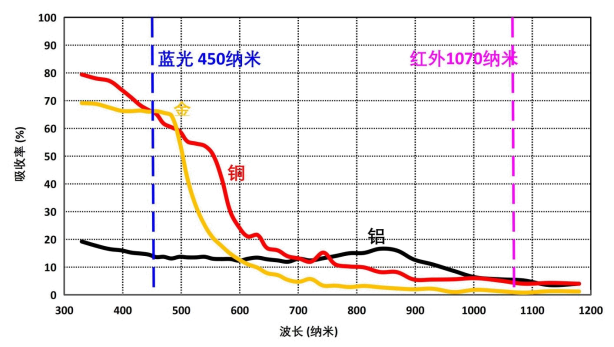
图 1:有色金属在不同波长下的吸收率曲线。
图2:蓝光-红外复合激光的光斑示意图。
更为重要的是,可以充分利用蓝光本身的半导体激光特性,即光斑大、能量密度低的优势,通过空间光直接输出的方式,将蓝光与红外激光复合起来,形成外圈为吸收率高、能量密度低的蓝光大光斑用于焊缝外围预热和缓冷;内圈为吸收率低、能量密度高的红外激光小光斑进行深熔焊接(见图2)。
复合光源的优势
这种空间输出的复合激光产品具有两大优势:
一、焊接表现优异
(1)焊接过程稳定,金属焊缝成型好
外圈的前部蓝光激光在光束行进的过程中,起到快速预热的作用。在材料表面形成较浅的表层熔池,规避了红外激光从固态有色金属到形成液态后,吸收率的突变过程。同时,后部蓝光激光起到了缓冷保温的作用。这使得熔池的温度场始终保持稳定,形成无咬边、无凸凹的光滑平整焊缝。
(2)热影响区小
在蓝光激光承担预热,即对抗焊缝周边散热的任务后,红外激光只负责熔化已经处于高温的焊缝,快速形成深熔池,从而大幅降低了焊接过程中的热输入,使得热影响区极低。
(3)飞溅少,气孔率低
复合激光束的外圈蓝光扩大了整个熔池的开口,加上稳定的熔池温度场,使得焊缝内部的气体能够顺利排出,极少有飞溅物,焊缝内部的气孔率低。
二、设备可靠性高
目前蓝光激光输出方式主要有两种:光纤输出和空间输出。相较于光纤输出的技术路线,广东霍耳激光推出的空间输出蓝光激光方案(见图3),避免了光纤长时间工作在短波长情况下,发生损伤从而产生激光功率衰减的风险,设备可靠性高。
图3:蓝光-红外复合激光实物示意图。
工艺调优后的工业应用案例
为了适应金属激光焊接中不同的焊接方式、不同的材料成分、不同的材料尺寸以及不一样的焊接要求,复合激光的蓝光和红外激光功率均为独立可调,可以自由获得不同的功率比。此外,内圈的红外激光摆动方式也可以根据不同的需求做调整。通过不断地调优激光工艺参数,使其能够满足目前多个领域的有色金属焊接需求。
(1)对热输入极为敏感的IGBT类焊接
在将探针焊接到陶瓷基板时,需严格控制热输入,避免因过热导致陶瓷基板的热损伤或裂纹,同时还要保证焊接后连接部位的电气性能和机械强度(见图4)。
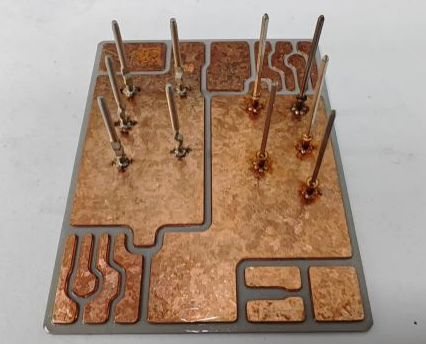
图4:复合激光在IGBT领域的应用。
(2)对气孔极为敏感的水冷板类焊接
如果焊接部位存在气孔,那么经过一段较长时间的使用后,水或其他冷媒会渗进气孔中,轻则影响冷却效果,导致系统性能下降,重则引发系统故障,造成设备停机,增加维修和更换成本。甚至还可能造成安全隐患,尤其是在高压或高温环境下。
图5右侧的焊缝金相检测图显示,利用复合激光焊接水冷板后的焊缝熔深为1mm左右,内部无气孔。

图5:复合激光用于水冷板焊接,左图为外观图,右图为焊缝金相检测图。
(3)厚铜类焊接
如前文所说,复合激光的蓝光和红外功率均为可调。因此,面对焊接厚度要求较大的应用,可以在提高蓝光和红外激光功率的同时,依旧保持合适的功率比,完成焊接。图6右图可以看出,焊缝表面肉眼可见的光滑平整。
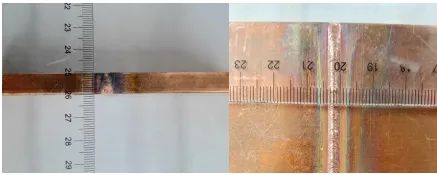
图6:复合激光用于厚铜焊接,左图为厚度测量图,右图为焊缝外观图。
(4)异种金属焊接
得益于蓝光-红外复合激光在有色金属焊接方面的优异表现,通过调整激光功率比和摆动方式以及焊接速度、光斑偏移等工艺参数,复合激光在铜等有色金属与不锈钢的异种金属焊接方面,依旧表现出色。从图 7中可以看出,铜与不锈钢形成了具有一定熔深的外观光滑平整的焊缝。

图7:复合激光焊接异种金属,左图为紫铜-不锈钢的焊接外观图,右图为焊缝金相检测图。
结语
空间直出式蓝光-红外复合激光基于底层物理核心原理,同时配合工艺参数的调整优化,能够极大地满足目前有色高反金属领域的焊接需求。