

目前,电池极耳激光焊接的一种焊接手段是超声波预焊后用“环形光斑”的激光焊接方案。这套工艺方案之所以被命名为“环形光斑”是因为,它是在中间的小光斑外围叠加了一圈更大的光斑,就像一个圆环套在外面,内外圈的激光功率可以单独做调整。通常,这两个光斑都是波长为1064nm的红外激光,也有部分厂家会选择内圈1064nm,外圈915nm的组合。
当一个复杂工艺出现的时候,其原因自然是更为简单的单光斑工艺遇到了无法解决的问题:
第一个问题,铜材(包括不限于铜箔)对红外激光的吸收率极低。看到这里,你可能会想,吸收率低,那很简单,加大红外激光器的功率就可以解决了。但,更致命的问题在于,当铜被加热至融化成液态后,其对红外激光的吸收率升至固态铜吸收率的数倍。这会使得液态铜熔池的温度瞬间飙升,引起熔池的大幅波动。宏观层面会观察到冷却后的焊缝宽度不一,表面也凸凹不平。另外这也是焊接过程中发生飞溅的主要原因之一。
解决第一个问题,是吸收了之前用其他方式焊接铜材时,对铜材进行提前预热的经验。即利用环形光斑外部的激光来预热铜材。为了解决第二个问题,最初的方案是使光束进行摆动,扩大它的焊接面积。而环形光斑外部光斑面积相对更大,正好也解决了这个问题。
但“环形光斑”其本质还是红外激光,依然存在铜对其吸收率低的问题。
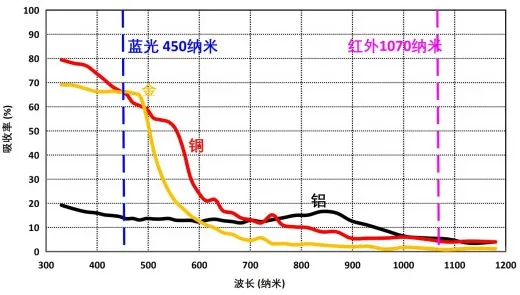
而通过上图的曲线可以看到,铜(红色曲线)对蓝光激光的吸收率相比红外激光有了一个很大的提升。因此,我们可以将“环形光斑”的外圈替换为大功率蓝光。利用蓝光的高吸收率,来执行预热铜材,增加内圈红外激光的吸收率。以及在内圈红外激光移动后,对熔池进行保温,延长熔池存在时间,增强了熔池的稳定度。
这不仅极大地改善了整体的焊接能力,提高了焊接效率,并且保证了在整个焊接过程中,激光输入能量保持稳定不变,使焊缝平滑规整,减少了飞溅。同时,这种外圈蓝光内圈红外的复合模式,保留了“环形光斑”大光斑的特性。外圈2X2mm*的蓝光,扩大了匙孔的开口,金属蒸汽能够顺利地排出,焊缝内部气孔率低。
蓝光-红外复合激光焊接部分案例:
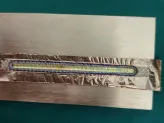

7*层铜箔焊接外观及金相
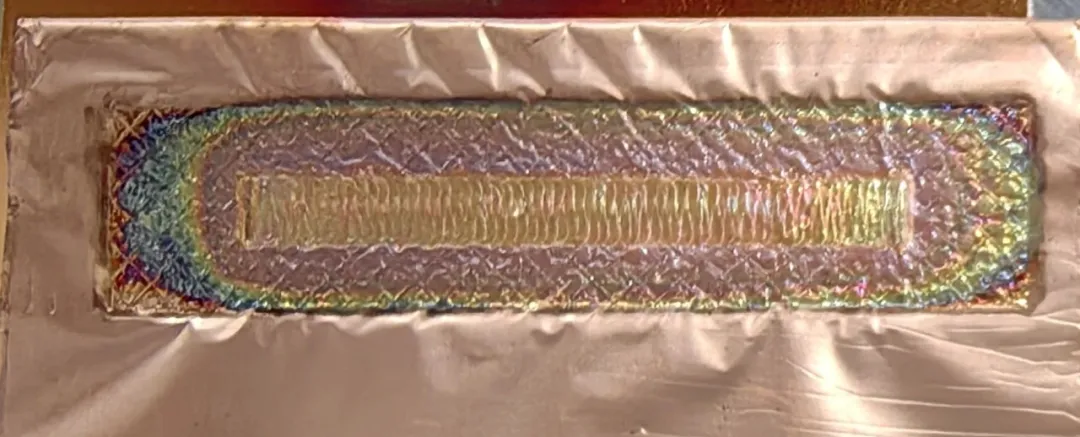
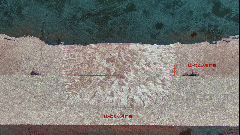
9*层铜箔焊接外观及金相
*注:蓝光光斑大小与具体激光器规格有关